- Markets
- Deepwater MooringDeepwater Mooring

- Single Point MooringSingle Point Mooring

- Deepwater DeploymentDeepwater Deployment

- Synthetic TethersSynthetic Tethers

- Offshore Energy

- Deepwater Mooring
- Products
- Contact us
-
Brands

NEWS & EVENTS

overview
Longer Lasting Deepwater Deployment Rope Testing
10-09-2020An understanding of the effects of abrasion on bending endurance is critical to the service life of ropes used for deepwater deployment. Sales Director, Sergio Leite, reviews the importance of rope construction, yarn selection and coatings in maximising CBOS rope service life.
In the last newsletter we looked at the importance of keeping CBOS (cyclic bend over sheave) ropes cool to reduce the effects of heat caused by internal abrasion. In this article we look at the other ways of reducing internal abrasion. Of course, the CBOS rope is also exposed to external abrasion where the rope comes into contact with the winch drum, for example. For our tests we assume that measures have been taken to minimise the external abrasion effects of rope interfaces.
Internal abrasion is caused mainly by the relative movements of rope strands when the rope is subjected to tension cycles and/or bending under tension. When a rope bends around a sheave, roller or drum, the rope is subjected to an elongation gradient along its external diameter and compression for that part of the rope in contact with the bend surface. In effect, the same section of rope is stretched and compressed at the same time.
HMPE (high modulus polyethylene) is the preferred material for CBOS rope systems. One of the strongest fibres available, HMPE simultaneously has a very low specific weight and, following developments by Dyneema®, virtually no creep.
Dyneema® DM20 fibre grade was selected for the CBOS abrasion tests. To further enhance the fibre characteristics Dyneema® XBO technology was utilised to reduce internal abrasion. This yarn coating further reduces the fibre’s coefficient of friction, minimising the rope heat build-up caused by the frictional forces during rope bending.
Rope Engineering to Reduce Abrasion
A twelve-strand circular braid rope construction was used to provide the high yarn to rope efficiency conversion needed for deepwater deployment ropes. Each of the rope strands is a 3-strand laid sub-rope. Initially created by Dyneema® and further developed by Lankhorst, this rope construction allows the production of endless rope lengths by strand splicing. Using three strand laid sub-ropes as strands of the final braided rope also reduces the number of cross-over points, helping to reduce internal abrasion and temperature build-up.
Abrasion testing
In total 20,000 cycles of testing were conducted over 4 days. Far more that would be seen in practice. A typical CBOS system would experience 20,000 cycles over a 12 month period.
Figures 1 & 2: After 20,000 cycles, no abrasion was observed in the no bending zone and the rope was in pristine condition. In the single bend zone (SBZ) there was some fuzziness mainly caused by the gluing effect of the coating, and the filament breakage caused by opening the rope structure to inspect it. In the double bend zone (DBZ) there was no evidence of any rope yarn breakage. The opening of the rope structure was especially difficult in the DBZ, due to the high compactness of the rope in that area. Minor filament breakage was visible, by opening the rope, and a small accumulation of coating was visible in the centre of the rope.
Conclusions
During the CBOS tests, the rope performance under Active Heave Compensation operation mode has been simulated. The tests represent an accelerated to failure test, as it is always the same rope section that is “worked”. However, even under these extreme conditions, test results have shown that internal abrasion can be significantly reduced by the choice of rope construction and yarn coating, leading to longer service life.
Acknowledgement – Extracts from ‘Enabling Ultra-deepwater Deployment and Recovery Operations by Safe Usage of Fibre Rope’, Faria, Bosman, Crawford, Leite and Boesten, presented at OIPECC Conference 2017.
Illustrations:
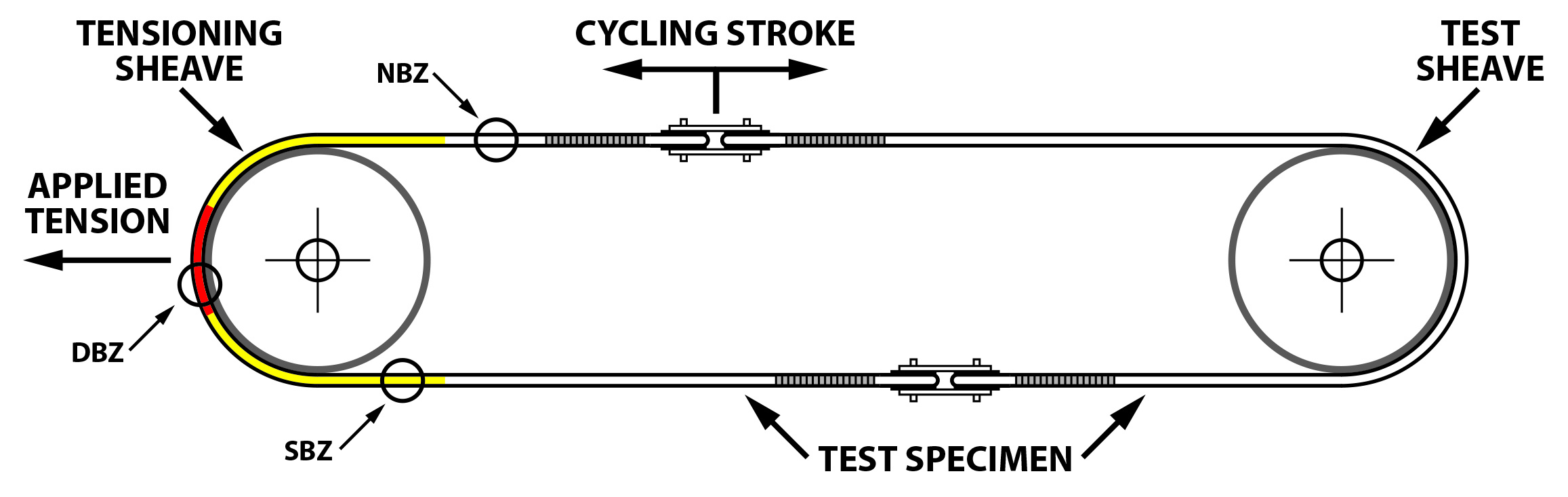
Figure 1: Test Rig and CBOS testing bending zones.

Figure 2: Internal abrasion: (a) No bend zone; (b) Single bend zone; (c) Double bend zone